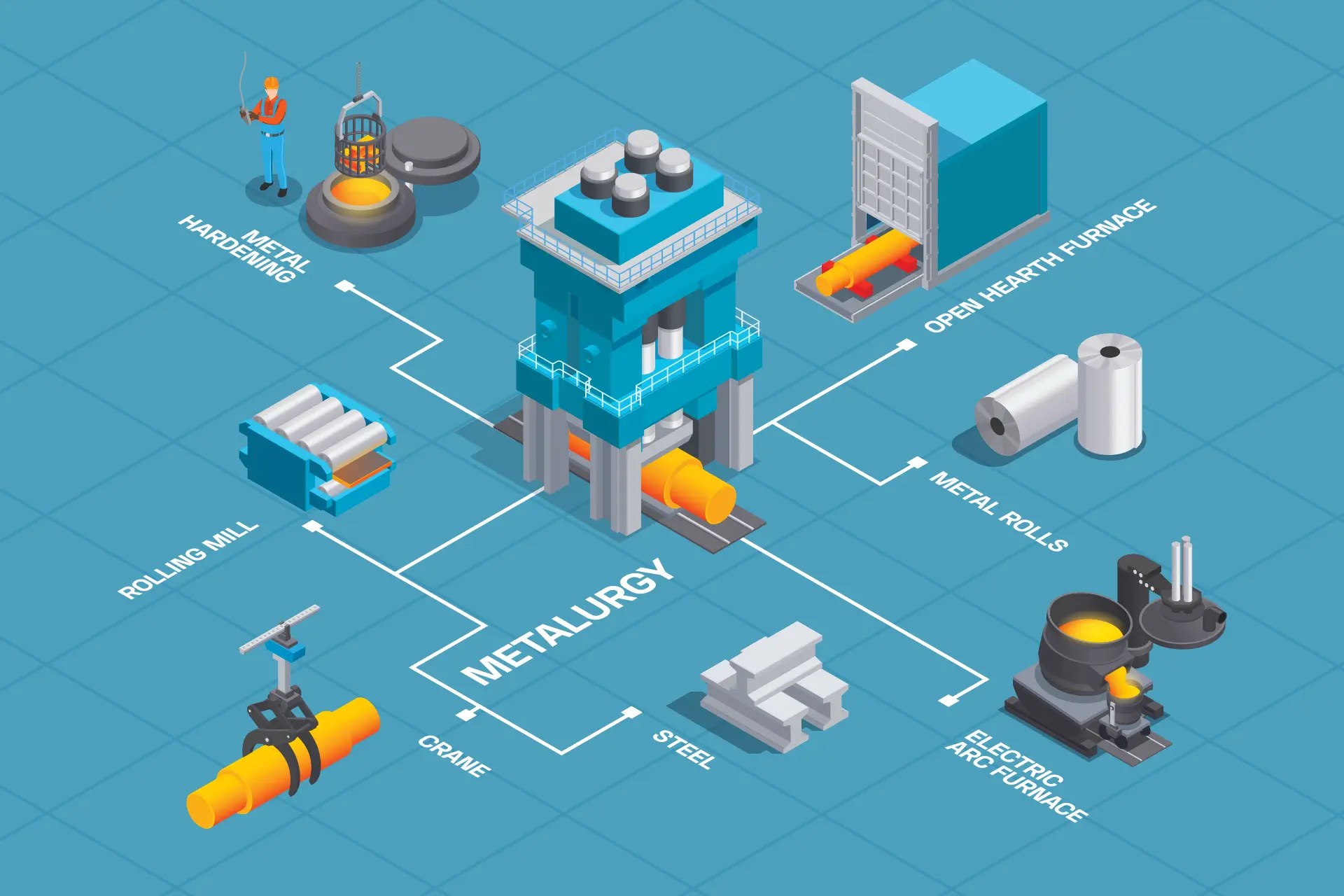
The Steel Industry is ever evolving, and recently with the shift to working towards decreasing overall carbon footprint, the steel industry is being challenged in ways to better improve their contribution to greenhouse gases. Naturally, the process for Steel consists of Iron Ore, coke, and high temperatures to forge the iron into material that can be used worldwide. This process generates carbon emissions which are detrimental to our environment. In 2023 there were 18.88 billion metric tons of crude steel that was produced worldwide. Our global economy heavily depends on steel to continue to supply goods worldwide. Steel is heavily used in transportation, construction, machines, appliances, and even utensils. With the demand being so high, ensuring steel plants are experiencing minimal downtime while also helping decrease carbon emissions seems to be a daunting task, but one that is not impossible to achieve.
The process of making steel is complex, with so many moving pieces that need to flow synchronously to ensure the product results in high-quality steel. This requires a mix of hydraulic, gears, bearings, and heat transfer components, which need to stay in production while enduring high operational temperatures and working conditions. These components are put under thermal stress, and harsh working conditions, and one way to decrease carbon footprint is being able to extend the life of the oil and filter changes as much as possible. The only way to achieve that is to ensure the proper filtration is being utilized to help protect these assets against wear, thermal breakdown, and failure.
Steel mills tend to have very high operational temperatures that expose the machinery to harsh working temperatures and environments. Aside from ensuring the equipment is well cooled, the high operational temperature puts the lubricant under stress, add on the environmental contamination from silicon, carbon/coke can create a dirty working environment. Taking these challenges into account it’s crucial to ensure the auxiliary equipment is properly maintained to prevent mechanical failures from occurring as a result. Filtration is key to ensuring the lubricant stays clean and preventing wear from occurring. Most inline filters have a micron rating of 1 to 3 microns which will likely remove most of the contamination. Under these working conditions the lubricant will begin to show signs of thermal degradation which can lead to varnish formation, micro dieseling, ESD and even see an increase in carbon build-up/sludge to form. Usually, there is a build-up in the valves, bearings, shafts, gears and even pistons will have carbon build-up. Some of these contaminants such as oxidized oil will form small micro agglomerations less than 1 micron in size. Inline filtration won’t be able to help remove these particles, it’s recommended to also install offline filtration to help remove the contamination that inline filters normally won’t be able to clean.
Unfortunately, due to psi restrictions and engineering design, changing the inline filters to a lower micron size often can’t be done without obstructing the psi of the component. Offline filtration can help supplement in the removal of particles, contamination, varnish, micro dieseling and even carbon. Often these particles can be less than 1 micron in size, and even smaller particles can be detrimental to components. Ensuring that the proper offline filtration unit is installed to help complement the inline filters is the first step in asset management and reliability. Implementation of these practices will help minimize the need for frequent oil and filter changes, help extend the life of the asset and ultimately help contribute to decreasing overall carbon footprint.
Here are some tips on ensuring you have the proper inline and offline filtration units installed:
- Inline Filtration: ensuring the filters meet OEM requirements and have the appropriate micron rating to also meet psi requirements. (Don’t recommend switching to smaller micron size filters as this can cause restrictions with fluid flow.) Make sure the filter media is compatible and won’t generate static. Immerse yourself with the filter media type to ensure it is compatible with the fluid and the equipment. Usually OEM’s will have recommendations/specifications requirements for filters to be used.
- Offline Filtration: ensuring the filters are compatible with the fluid type, determining the type of contamination present is key to selecting the appropriate type of filter to meet those needs. For high water contamination – vacuum dehydration type of filtration will be useful. For other types of contamination such as varnish, micro dieseling, carbon or abrasive contamination – find a filter that can filter down to 0.1 microns in size – this low micron rating filtration will help remove 98% of contamination present in the oil. There are various types of filter media from in depth, glass, resin to capillary. It’s recommended to familiarize yourself with each type of filtration technology and select one that is compatible with your lubricant and assets but will meet the requirements to remove contaminants and clean the oil.
In my experience when the lubricant is clean, it will help better serve its purpose of keeping the oil clean, cool and dry. When the lubricant is working at optimum capacity, it will extend the life of the component by 15 to 20 years. This results in less maintenance, a decrease in oil and filter changes, increase in uptime and overall savings.
About the Author
Elaine Hepley, a Cornell University-certified Women in Leadership professional, boasts 15 years of industry expertise in condition monitoring and data statistics, with a specialization in Varnish Analysis. She has pioneered new testing techniques examining varnish formation and MPC value correlations with L*a*b* values. Currently CLS and OMA Certified, she holds positions on the Board of Directors for STLE and chairs the OMA, DEI, and Education and Certification Committees. Elaine is dedicated to sharing knowledge and assisting clients, with a mission to make a difference one filter at a time.
Ms. Elaine Hepley
Technical Services and Sales Manager – Americas | Delta-Xero | United States